Para la realización de este conjunto reductor lo primero que hemos hecho ha sido establecer una forma de trabajo que aunque a priori puede parecer lenta, más tarde a la hora de realizar posibles modificaciones de fábrica es mucho más rápido de ejecutar.
Nos basaremos en el método de trabajo SKELETON, el cual por pequeña modificación que se haga en un CATPART, se verá reflejado en el CATPRODUCT general. Este método requiere trabajar con referencias externas, las cuales uno tiene que estar muy atento, ya que si uno se despista puede que no sepa realizar el trabajo o dicha modificación.
Partiendo de esta forma de trabajo lo que haremos será mirar el despiece general del conjunto, donde diferenciaremos entre piezas normalizadas y piezas que no lo son.
Como CATIA dispone de librería de elementos normalizados (si no tuviera alguna pieza en cuestión la tendríamos que hacer e incorporar a la librería del programa, o como catálogo de producto), todas aquellas piezas normalizadas las dejaremos para la fase final de ensamblado.
CUERPO CARCASA:
Dicha pieza su material es: FG-35 (fundición gris, con una resistencia a la tracción de 35kgf/mm2).
Se trabajó en entorno Part Design, utilizando las operaciones: PAD, POCKET, HOLE, con sus respectivos sketches.

BASE SOPORTE:
Está fabricada con el mismo material que el cuerpo carcasa: FG-35 (fundición gris, con una resistencia a la tracción de 35kgf/mm2).
Se trabajó en entorno Part Design, utilizando las operaciones: PAD, POCKET, HOLE, con sus respectivos sketches.

EJE:
Tanto el eje primario como el eje secundario poseen la misma geometría, dimensiones y material: F-1250 (acero especial aleado de calidad para temple y revenido).
Se trabajó en entorno Part Design, utilizando las operaciones: PAD, POCKET, THREAD, con sus respectivos sketches.
También se podía haber generado una geometría única y luego hacer una revolución, pero teniendo en cuenta otros factores a la hora de trabajar con el me´todo empleado, consideré que era mejor esta opción.

TAPETA CIEGA:
El material de esta pieza es: F-1150 (acero especial no aleado para temple y revenido).
Se trabajó en entorno Part Design, utilizando las operaciones: PAD y POCKET, con sus respectivos sketches.

TAPETA PASANTE:
Al igual que la tapeta ciega, ésta está fabricada con el mismo material: F-1150; además posee la misma geometría que la anterior salvo el orificio interior.
Se trabajó en entorno Part Design, utilizando las operaciones: PAD, POCKET, GROOVE, con sus respectivos sketches.

RUEDA DENTADA:
Esta pieza está fabricada con un material: F-8110 (acero moldeado no aleado para uso general). Los datos que tenemos de partida son: m=10, z1=31, y ángulo de presión= 20º.
Partiendo de esos datos, obtuvimos: Dp, Dext, Dint, etc.
Se trabajó en entorno Part Design, utilizando las operaciones: PAD, PATTERN y POCKET, con sus respectivos sketches.

PIÑÓN:
Fabricada con el mismo material que la rueda dentada anterior: F-8110. Los datos de partida son: m=10 y z2=19 y ángulo de presión= 20º.
Partiendo de esos datos, obtuvimos: Dp, Dext, Dint, etc.
Se trabajó en entorno Part Design, utilizando las operaciones: PAD, PATTERN y POCKET, con sus respectivos sketches.

Para las piezas normalizadas lo que hemos hecho es que a la hroa de hacer el ensamblaje directamente las incorporamos al CATPRODUCT desde la base de catálogos de CATIA, como por ejemplo los tornillos, tuercas, y arandelas.
En el caso de otras piezas normalizadas como: tuercas ranuradas (UNE 18035), retenes (UNE 26074, UNE 26075), rodamientos (DIN 625, Ref. 6312), chavetas (UNE 17012), hubo que documentarse y partiendo de su geometría en la norma realizarlas en CATIA. Lo mismo sucedió para algún tapón y visor de nivel de aceite, los cuales son de uso comercial.
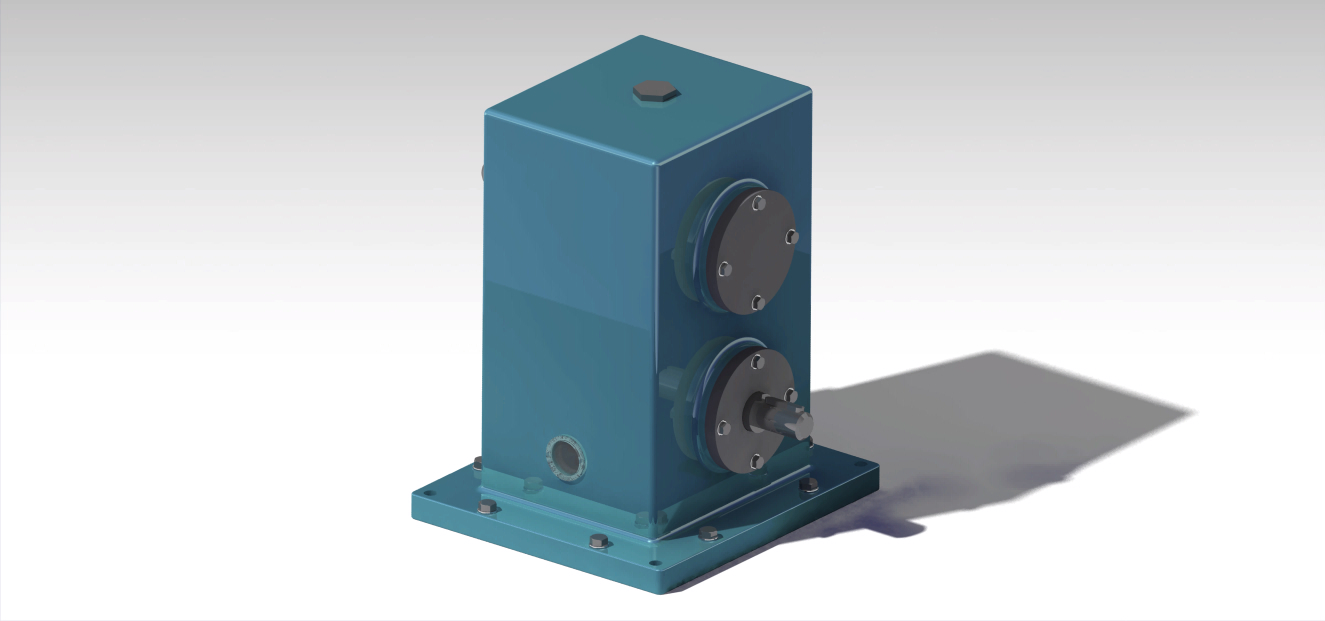
Realizando los ensamblajes oportunos, obtenemos este resultado final.




Aplicando materiales a los diferentes componentes, y utilizando la barra de herramientas de Render, obtenemos el siguiente resultado:



No hay comentarios:
Publicar un comentario